在我们接触到的很多情况下,
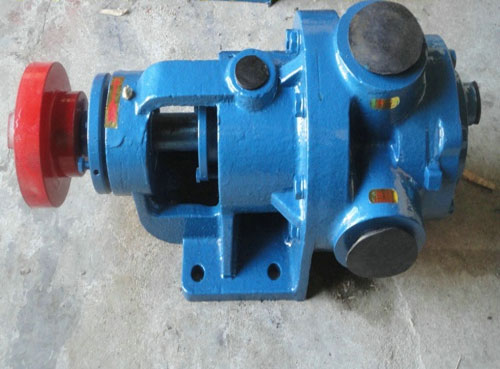
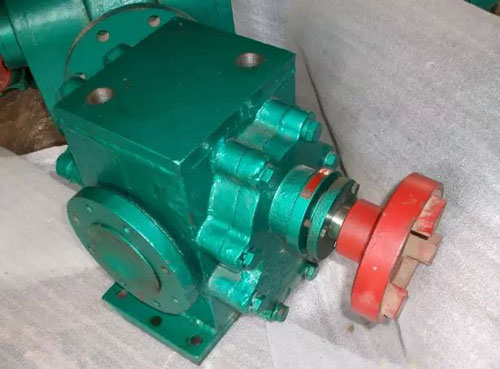
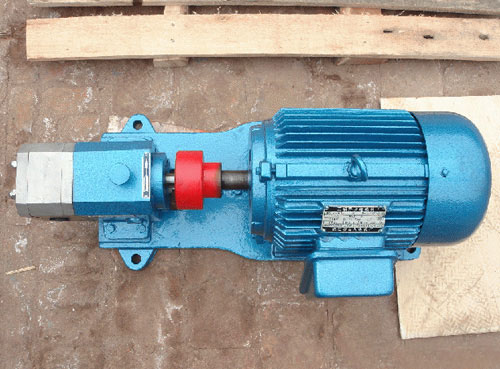
圆弧泵不只是简单地输送常温低压的油类介质。当需要35公斤以上的压力,或者300摄氏度的高温,又或者粘度高达几十万或几百万厘泊时怎么办?也许有些泵专门设计或修改现有设计,可以满足其中一或者两个要求,但当工况需要泵满足全部这些苛刻条件时怎么办?这就需要为这些恶劣工况设计的外圆弧泵。这种泵通过专门优化的材质、间隙及设计,可以处理任何一种或所有这些工况。圆弧泵有两根相同尺寸的啮合齿轮轴。驱动轴连接电机或减速机(通过弹性联轴器)并带动另一根轴。在重载型工业立式圆弧齿轮泵内,齿轮通常与轴为整体(一个部件),轴颈的公差很小。圆弧泵为整体式是为了承受高压高粘度下的高扭矩载荷。四个轴颈处的滑动轴承动态支撑且以泵送介质润滑齿轮轴。
有三种常用的齿轮形式:直齿、斜齿和人字齿。这三种形式各有利弊,有不同的应用。直齿是稍简单的形式,在高压工况下为稍优应用,因为没有轴向推力,且输送速率较高。斜齿在输送过程中的脉动稍小,且在较高速度运行时较加安静,因为齿的啮合是渐进式的。但是,圆弧泵由于轴向推力的作用,轴承材质的选用可能会造成进出口压差有限、处理粘度较低。因为轴向力会将齿轮推向轴承端面而摩擦,所以只有选用硬度较高的轴承材质或在其端面作特别设计,才能应对这种轴向推力。人字齿是背对背的斜齿形式,能提供比直齿稍低的脉动,且轴向力可被平衡。然而,制造成本高,组装/拆卸困难,因为需要成对安装。在高粘度应用中,液体容易固化,或是在非常大的泵中,这的确是个大的弊端。
而且在圆弧泵停止运转后,我们就需要遵守下面的要求:
1、输送易结晶,易凝固,易沉淀等介质的泵,停泵后应防止堵塞,并及时用清水或其他介质冲洗泵和管道。
2、高温泵停车应按设备技术文件的规定执行,停泵后应每偏20一30min盘车半圈,直到泵体温度降至50℃为止。
3、离心油泵停止运转后应关闭泵的人口阀门,待泵冷却后再依次关闭附属系统的阀门。排出泵内积存的液体,防止锈蚀和冻裂。关闭附属系统的阀门。排出泵内积存的液体,防止锈蚀和冻裂。
4、低温泵停车时,当无特别要求时,圆弧泵的泵内应经常充满液体;吸入阀和排出阀应保持常开状态,采用双端面机械密封的低温泵,液位控制器和泵密封腔内的密封液应保持泵的灌浆压力。
圆弧泵壳体孔的加工方法及夹具设计,圆弧泵在厂家生产时,从加工方法、刀具、夹具方面进行不断改进,很快的解决了这一问题,那么对于圆弧泵的泵体孔加工与夹具设计,经过反复试验、改进,现采用如下加工方法:将两孔加工放在两端面、4-9孔加工工序之后,并将4-9中一对角孔精度提高到9H8,用于定位。然后采用三道工序加工R18.41和12.5的孔。
1、设计复合铰刀,在车床上(因钻床主轴回转精度低,不能用钻床)同时铰削R18.41和12.5同轴孔。大孔铰至R18.41+0.055+0.025,两小孔铰至12.5S7尺寸。刀具装在主轴上(去掉卡盘),且刀具尾端在夹具上设有导向支承。夹具装在拖板上(拆去刀架),用直线分度夹具。
2、在钻床上用浮动铰刀将其中一小孔铰至12.5F7的尺寸要求。
3、在车床上用分度回转夹具车R18.41孔至R18.31+0.065+0.035(R18.41有铸造底孔),钻12.5孔至11.5、再镗至12.4±0.01。
除了这些以外,由于圆弧泵处于气提塔底部,管道和设备的锈蚀物以及杂质和重组份聚合物都沉积在塔底,进入圆弧泵体内的渣油含有大量的杂质和聚合物,同时由于冲洗量不足,使这些杂质和聚合物不可避免地沉积于密封腔内,造成使动环和动环座、轴套间的间隙被阻塞,导致动环在轴向的动作不灵活甚至被卡死,弹簧被卡涩,不能提供原设计0.586MPa的端面比压,导致密封面不能良好地贴和,液膜平衡被破坏,这时密封就会出现微漏,随着聚合物和杂质颗粒进入摩擦副端面,密封面逐渐被磨损,再加上动环轴向补偿不灵,造成密封泄漏量增加,终导致密封全部失效。