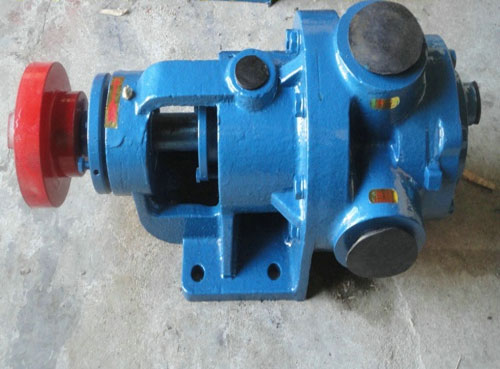
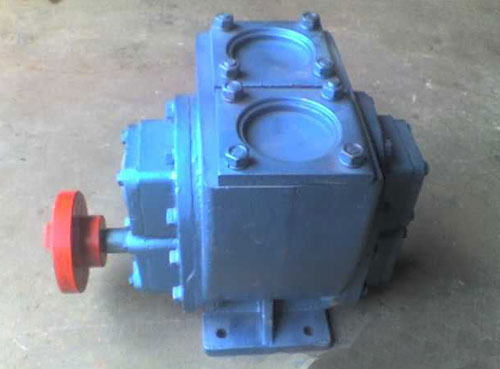
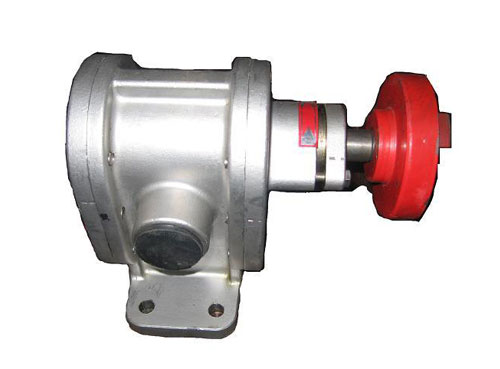
圆弧齿轮泵采用了 上被认为输送泵的一点连续接触齿轮,即双圆弧加正弦曲线复合成齿形,可淘汰渐开线齿轮输送泵。保温圆弧泵在两啮合齿廓间为一点连续接触,不会产生困油现象,解决了渐开线齿轮油泵因困油现象导致泵的振动、噪声、轴承负载增大等现象。因此圆弧齿轮泵具率、噪声低,并具有良好的节能效果。齿轮采用双圆弧正弦曲线齿形制造。它与渐开线齿轮相比突出的优点是齿轮啮合过程中齿廓面没有相对滑动,所以齿面无磨损,运转平稳,无困液现象,噪音低、寿命长、。保温圆弧泵摆脱了传统设计的束缚,使得齿轮油泵在设计、生产和使用上进入了一个新的。
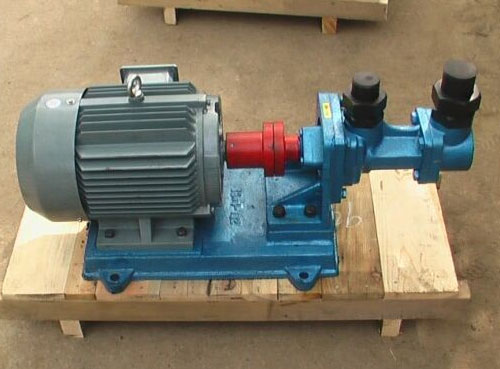
圆弧齿轮泵适用于输送不含固体颗粒和纤维,无腐蚀性,温度不高于80℃,粘度为5×10-6~1.5×10-3m2/s(5-1500cSt)的润滑油或性质类似润滑油的其它液体,以及用于液压传动系统。电机同齿轮油泵之间同心度调整不好,造成齿轮油泵产生泄漏,机械密封型圆弧齿轮泵电动机反转造成机械密封破损产生泄漏。圆弧齿轮泵的填料密封没有压紧,造成齿轮油泵滴漏。如果是机械密封圆弧齿轮泵,应调整机械密封的动环和静环的压缩比是否合适。圆弧齿轮泵所输送的介质对齿轮油泵所使用的填料密封有腐蚀性或溶解性。从而破坏填料密封或骨架油封的密封性能。如果是机械密封的话,那么应检查机械密封的动、静环上O型圈是否损坏。所输送介质中含有杂质进入机械密封,对机械密封的动、静环面造成破坏从而导致圆弧齿轮泵泄漏。由于圆弧齿轮泵主轴或者是从动轴及齿轮加工精度不够,造成的齿轮油泵齿轮在运转中产生径向跳动或产生轴向传动造成密封损坏产生泄漏。圆弧齿轮泵采用了上被认为输送泵的一点连续接触齿轮,即双圆弧加正弦曲线复合成齿形,可淘汰渐开线齿轮输送泵。圆弧齿轮在两啮合齿廓间为一点连续接触,不会产生困油现象,解决了渐开线齿轮油泵因困油现象导致泵的振动、噪声、轴承负载增大等现象。圆弧齿轮泵大的特点是噪音低、压力大,并具有良好的节能效果。
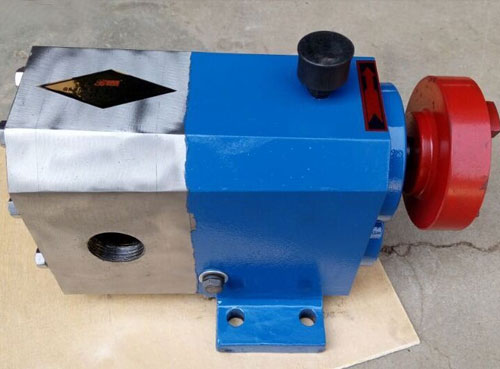
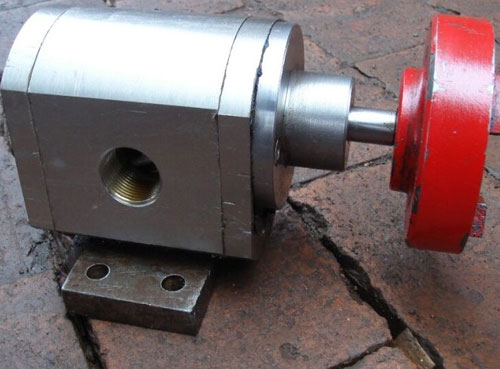
圆弧齿轮泵采用双圆狐正弦曲线齿形制造,他与渐行线齿轮相比其优点是齿轮啮合过程中齿面没有相对滑动,所以齿面无磨损,运行平稳。当齿轮转动时,被吸进来的液体充满了齿与齿之间的齿坑,并随着齿轮沿外壳壁被输送到压力空间中去。在这里,由于两齿轮的相互啮合,使齿坑内的液体挤出,排向压力管。液体受挤压时,压力作用在齿轮上,给轴施加了一个径向负荷。挤压后封闭空间逐渐增大,形成负压区,外界的液体就在大气压力的作用之下流进齿轮油泵吸入口。另外,在负压区由于封闭空间容积的增大,会使液体中的空气和水蒸气析出,发生与汽蚀现象类似的冲蚀作用,使齿轮表面受到破坏。正因为如此,有的圆弧泵上开有平衡孔或平衡槽。然而在大多数情况下,是采用斜齿轮;因为斜齿轮在啮合时封闭空间的容积几乎是不变的,即在其中一段容积增大时,另一段容积却在缩小。
圆弧齿轮泵的工艺特性:
1、齿轮的轴向齿距要相等。圆弧齿轮是靠两齿轮螺旋面的啮合来传动的,为了传动的稳定性,避免轮齿在啮合过程中产生冲击, 齿轮的轴向齿距相等。因此,应采用滚齿加工齿轮。
2、齿向精度要求高。圆弧齿轮螺旋面的螺旋角要 ,因为螺旋角偏差会造成轴向齿距的偏差,影响齿轮工作的平稳性。这就要求滚齿时 计算差动齿轮。
3、要特别控制中心距偏差和切齿深偏差。
这两项偏差将明显地影响接触迹线沿齿高方向的位置,从而降低齿轮的承载能力。当然,切齿深偏差和中心距偏差可在装配泵时相互的补偿,这是一种补救措施,常用于泵的 。通常,切齿深的偏差应为零或负值。
4、对刀具齿形有精度要求。由于齿形精度和表面粗糙度与滚刀齿形精度有关,因此要特别注意保持滚刀的精度。
5、圆弧齿轮需经跑合后才能满载使用。相啮合的一对圆弧齿轮齿廓存在着半径差,为保持齿轮运行平稳和寿命,齿轮先应磨合,使齿轮在齿高方向上有相当宽的接触带。
圆弧齿轮泵的启动过程:
1、检查装置的管路和圆弧齿轮泵情况,打开出口阀门。
2、打开入口阀门,将阀门转到大位置后回转一圈。
3、启动以前先对电动机和泵盘车,判断是否转动自如。
4、按下启动按钮,泵开始运作。
5、慢慢打调整出口阀门,观察流量和压力表的参数变化。
6、根据参数变化进行现场调整。
圆弧齿轮泵的常见故障与维修方法:
(1)故障现象:泵不能排料
故障原因:
1)旋转方向相反;2)吸入或排出阀关闭;3)入口无料或压力过低;4)黏度过高,泵无法咬料。
对策:
1)确认旋转方向;2)确认阀门是否关闭;3)检查阀门和压力表;4)检查液体粘度,以低速运转时按转速比例的流量是否出现,若有流量,则流入不足。
(2)故障现象:泵流量不足
故障原因:
1)吸入或排出阀关闭;2)入口压力低;3)出口管线堵塞;4)填料箱泄漏;5)转速过低。
对策:
1)确认阀门是否关闭;2)检查阀门是否打开;3)确认排出量是否正常;4)紧固;大量泄露漏影响生产时,应停止运转,拆卸检查;5)检查泵轴实际转速。